 金屬瓦的生產是一個相當複雜的多階段過程,其微妙之處只有專家才能清楚。然而,對於計劃使用這種屋頂材料的每個人來說,至少要大致了解金屬瓦片是如何製作的。
金屬瓦的生產是一個相當複雜的多階段過程,其微妙之處只有專家才能清楚。然而,對於計劃使用這種屋頂材料的每個人來說,至少要大致了解金屬瓦片是如何製作的。
畢竟,只有了解金屬瓦的製造過程中進行了哪些技術操作,我們才能充分利用其所有優勢。
金屬瓦生產技術鏈
金屬瓦的生產技術在很長一段時間內一直沒有改變——畢竟在其形成過程中,經過國外製造企業的反複調整和改進。
唯一不斷變化的階段是應用保護性聚合物塗層的階段。
這是因為新型技術聚合物經常出現,並且隨著材料的變化,金屬瓦的特性也會發生變化 - 相對簡單的屋頂材料的生產在現代被高科技現代瓦的生產所取代。
在最一般的形式中,金屬瓦生產的技術鏈包括以下步驟:
- 軋製金屬底座(鍍鋅鋼板)
- 鈍化(保護塗層的應用)
- 保護聚合物應用
- 剖析
- 切割和包裝
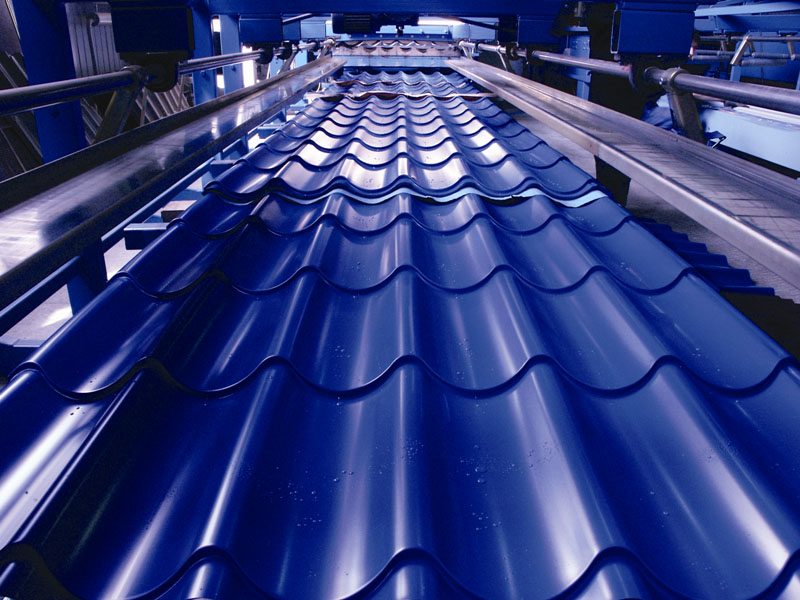
對於不同類型的設備,這些階段的順序可能不同,但它們具有相同的結果:在輸出端,我們得到一塊“按尺寸”切割的金屬瓦片,這是一個基於不銹鋼鍍鋅的多層“餅”鋼材,只有 金屬瓷磚顏色 而我會有所不同。
該視頻展示了最流行的屋頂材料在自動化上的生產過程 金屬地磚生產線 Monterrey,從捲繞金屬開捲機開始,然後 - 在軋機上完美沖壓台階,操作用於切割金屬的剪切機(和 3D 剪切機),最後 - 成品板材倉庫 - 接收台。
接下來,我們將考慮毛坯通過金屬瓦生產生產線的主要階段。
金屬瓦用金屬

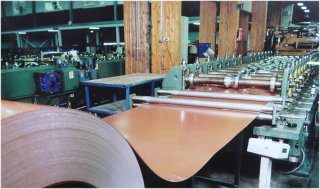
生產金屬瓦的原材料是冷軋熱鍍鋅鋼捲。
鋼捲安裝在特殊的開捲機中,開捲機將鋼材通過潤滑器並送入軋機。
這個階段的一個重要因素不僅是質量,還有金屬的厚度。
捲鋼具有最平整光滑的表面非常重要,因為任何表面缺陷都會對基於鈍化層和聚合物層的緊固可靠性產生不利影響。
至於金屬的厚度,大多數製造商生產金屬瓦的設備都專注於加工厚度為0.45至0.55毫米的工件。
這裡有幾個細微差別:
- 瑞典金屬瓦公司傾向於使用最薄的金屬,0.4mm。一方面,由此產生的金屬瓦具有更小的質量,但另一方面,它在安裝過程中需要很高的精度。為此,一些建築公司認為瑞典金屬瓦不規範,拒絕使用。
- 與瑞典人不同,國內的金屬瓦製造商更喜歡使用較厚的底座,但是,從 0.55 毫米的厚度開始,鋼就很難成型,因此應該使用專門的金屬瓦生產線。另外,厚底的金屬瓦難免會出現配置偏差,這必然會影響接縫的質量。
- 可以認為使用 0.5 毫米的基數是最佳的。一方面,這種金屬瓦非常容易成型,另一方面,它具有必要的安全邊際。在厚度為 0.5 毫米的鋼基上製造金屬瓦的技術被芬蘭公司廣泛使用。
鋼材用於 金屬瓦製造商, 依次進行縱向軋製。
結果,我們得到了具有特徵輪廓的膠帶,為了成為成熟的金屬瓦,它沒有保護塗層和最終成型。
金屬瓦塗料
金屬瓷磚的保護塗層,從鈍化層到覆蓋聚合物的清漆,旨在防止鋼基腐蝕的發展。
此外,這些覆蓋物賦予金屬瓷磚美觀的外觀,並防止其在紫外線的影響下褪色。通常,金屬瓦屋頂的使用壽命取決於保護塗層的質量。
大多數情況下,金屬瓦生產線的設計方式是根據以下方案自動應用聚合物塗層:
- 鈍化
- 底漆
- 聚合物塗層
- 保護漆
筆記!通常,金屬瓦僅從頂部覆蓋有聚合物組合物,並且僅從下方施加無色保護塗層。
作為聚合物塗層可以使用:
- 聚酯 - 層厚可達 25 微米,耐磨性高,耐極端溫度。聚酯的主要優點是它在成型過程中不會損壞,因此可以將已經塗有塗層的板材送入型材沖壓。此外,聚酯是最便宜的塗料之一。
- Pural - 塗層厚度為 金屬屋頂 50 µm,令人愉悅的絲滑啞光錶面結構。較厚的塗層對成型的抵抗力較差,但對外部因素的抵抗力較高。
- 塑料溶膠 - 層厚 200 微米,顏色範圍廣,對機械和熱影響具有最大抵抗力。然而,塗有深色塑料溶膠的木瓦在陽光下會變得非常熱,因此會迅速褪色。
塗上保護塗層後,金屬瓦進入成型機制,在那裡它被賦予適當的輪廓。仿形後,金屬瓦被切割成一定尺寸並包裝。
如您所見,這是一個相當複雜的多階段生產過程——金屬瓦經過許多旨在賦予其高性能的技術操作。
但結果是一種極好的屋頂材料,與它一起工作是一種樂趣!
文章對你有幫助嗎?